


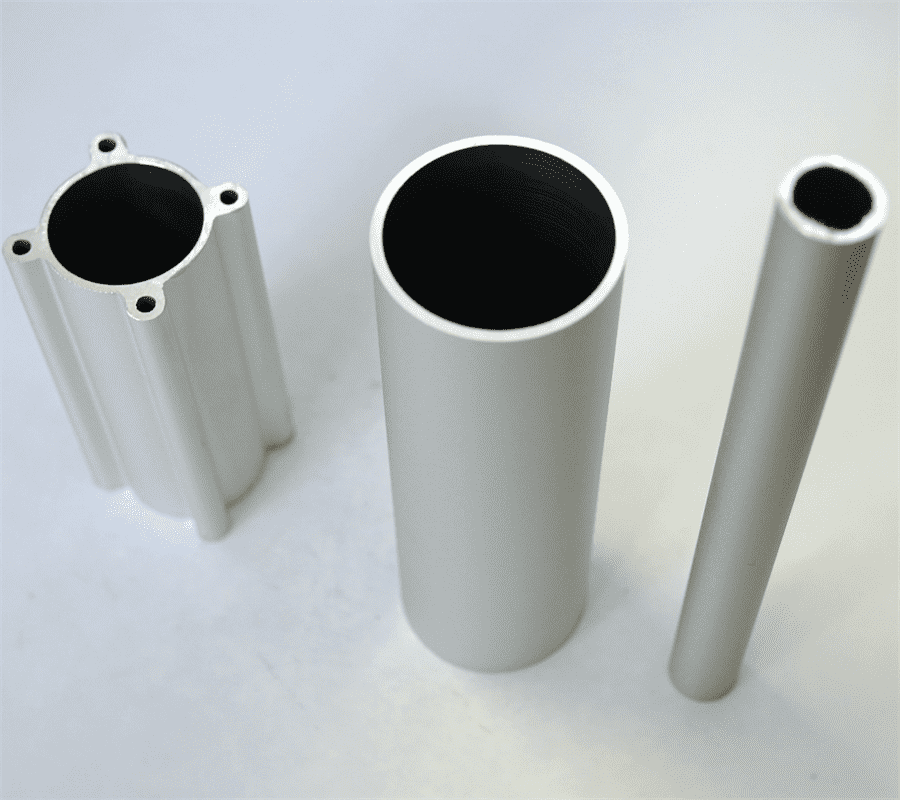
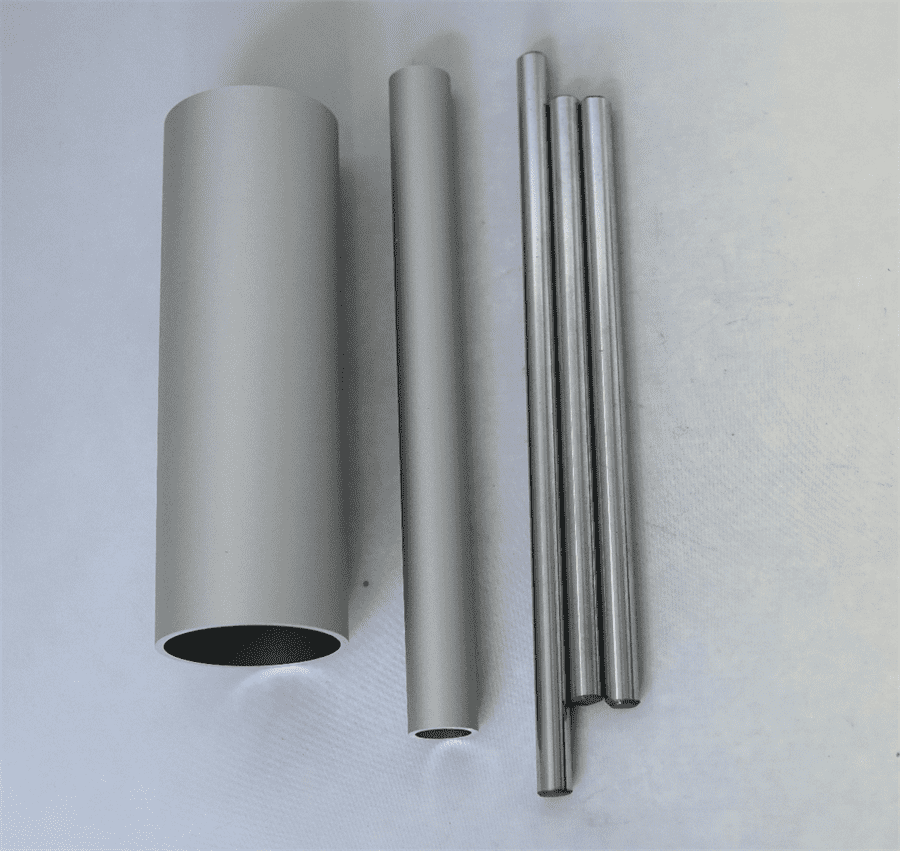
Карактеристики:Пневматска цилиндерска цевкае високопрецизен материјал за челични цевки со висока прецизност, висока мазност, отпорност на деформација и отпорност на корозија.Цевката со воздушни цилиндри изработена од нерѓосувачки челик е лесна и има долг работен век.Откако ќе се полира алуминиумската цевка, внатрешната и надворешната површина се мазни како огледало.Секоја пневматска цевка со цилиндри е строго проверена.Опсег на примена: Алуминиумската цевка се користи во производството на различни пневматски цилиндри.Цилиндерската цевка се обработува со тркалање.Бидејќи површинскиот слој остава резидуален притисок на притисок на површината, помага да се затворат микро пукнатините на површината и да се спречи ширењето на корозијата.На тој начин се подобрува отпорноста на корозија на површината и може да го одложи создавањето или проширувањето на пукнатините од замор, а со тоа да се подобри јачината на замор нацилиндарска цевка.Преку образувањето на ролна, на валаната површина се формира ладно стврднат слој, со што се намалува еластичната и пластичната деформација на контактната површина на парот за мелење, а со тоа се подобрува отпорноста на абење на внатрешниот ѕид на цевката на цилиндерот и се избегнуваат изгореници предизвикани од мелење.По тркалањето, вредноста на грубоста на површината се намалува, што може да ги подобри својствата на парење.Обработката со валање е вид на обработка без чипс која користи пластична деформација на метал на собна температура за да се израмни микроскопската нерамномерност на површината на работното парче за да се постигне целта за промена на структурата на површината, механичките карактеристики, обликот и големината.Затоа, овој метод може да постигне и цели за измазнување и зајакнување во исто време, што не може да се постигне со мелење.Без разлика кој метод на обработка се користи за обработка, на површината на делот секогаш ќе има фини нерамни траги од нож, а се појавува феноменот на зашеметени брановидни врвови и долини.
Време на објавување: 30.08.2021